


不要错过这部精心制作的无缝钢管焊管本地配送产品视频!仅仅一分钟的时间,您将能够领略到我们产品的卓越品质和出色设计,发现更多令人心动的细节。
以下是:无缝钢管焊管本地配送的图文介绍

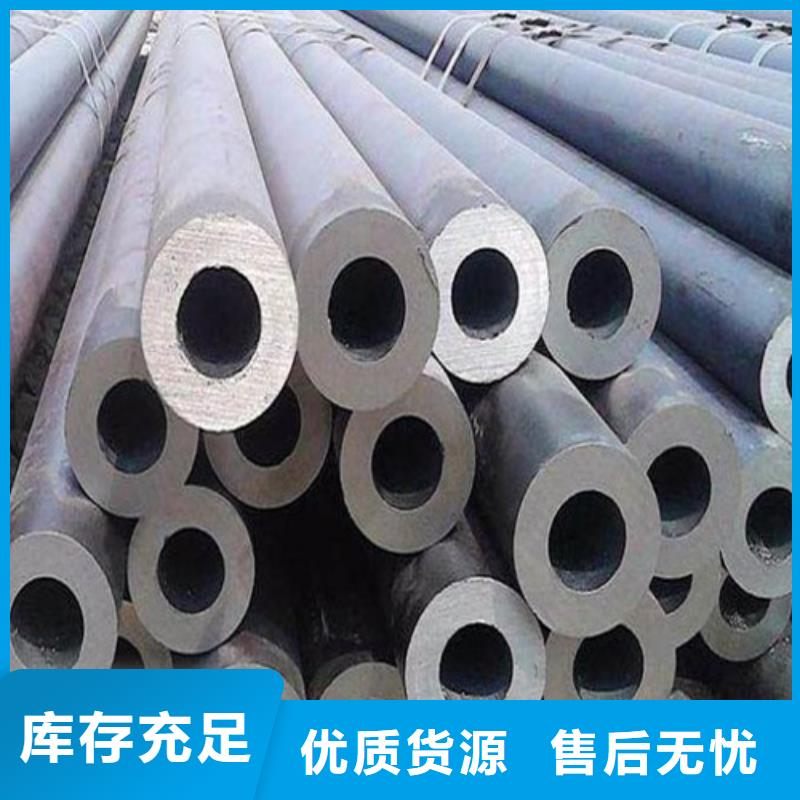
20#无缝钢管的焊接解析: 1、焊接特性:20#无缝钢管具有导热性强而热容量大,线胀系数大,熔点低和高温强度小等特点,焊接难度大,应采取一定的措施,才能保证焊接质量。 2、20#无缝钢管及焊丝的清理,焊丝及破口两侧50mm范围内,表面用丙酮清洗干净,用不锈钢丝刷刷去表面氧化膜,露出金属光泽,清理好的破口想要在2小时内焊接,清理好的焊丝放入未用的筒内,想要在8小时内用完,否则重新处理。 3、钨棒选用铈钨棒,氩气钝质不小于99.96%,且含水量不应大于50mg/m3。 4、环境温度不低于5℃,否则应预热至100~200℃方可施焊,相对湿度控。


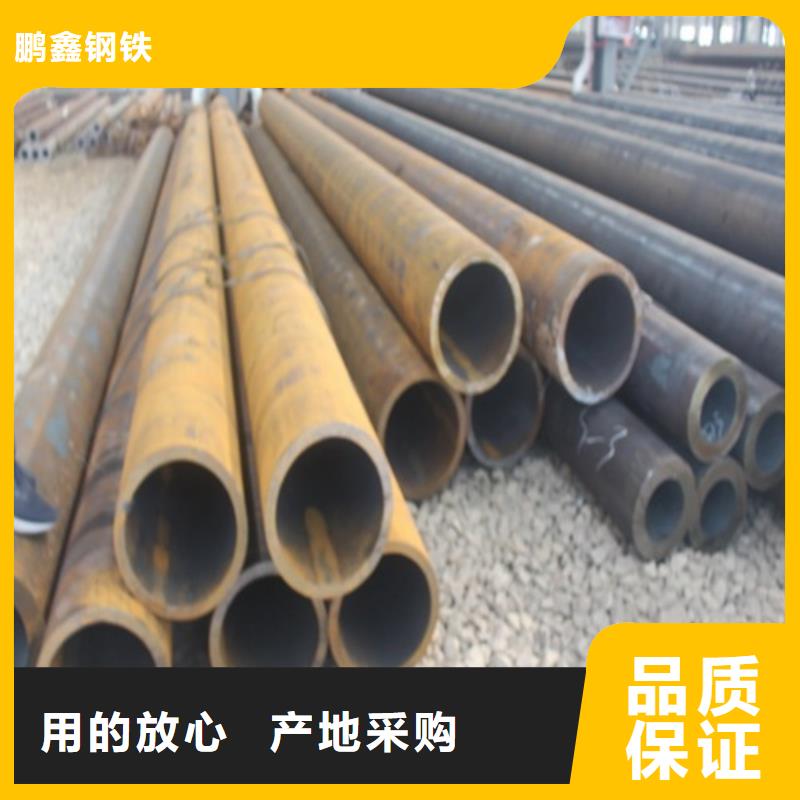
无缝钢管被广泛用于机械制造,因为这种钢的机械机能很好。但由于是中碳钢,所以淬火机能并不好,可以淬硬至HRC42-46。假如需要表面硬度,又希望体现出无缝钢管优质的机械机能,采用的方法是将无缝钢管表面进行渗碳淬火,这样就能够获得需要的表面硬度。 1.无缝钢管淬火后在没有回火之前,硬度大于HRC55(*高可达HRC62)为合格。实际应用的*高硬度为HRC55(高频淬火HRC58)。 2.无缝钢管不要采用渗碳淬火的热处理工艺。 调质处理后零件具有良好的综合机械机能,广泛应用于各种重要的结构零件,尤其是在交变负荷下工作的连杆、螺栓、齿轮及轴类等。但表面硬度较低,不耐磨,可用调质+表面淬火进步零件表面硬度。 渗碳处理一般用于表面耐磨、芯部耐冲击的重载零件,其耐磨性比调质+表面淬火高。其表面含碳量0.8-1.2%,芯部一般在0.1-0.25%(特殊情况下采用0.35%)。经热处理后,表面可获得很高的硬度(HRC58-62),芯部硬度低,耐冲击。 如果用无缝钢管渗碳,淬火后芯部会泛起硬脆的马氏体,失去渗碳处理的长处。现在采用渗碳工艺的材料,含碳量都不高,到0.30%芯部强度已经可以达到很高,而且从未在实际应用出现过。可采用调质+高频表面淬火的工艺,但是耐磨性较渗碳略差。





萍乡鹏鑫钢铁奉行“抓市场,促管理,讲效益”的质量方针,恪守“诚实守信精心制造污染保护环境以人为本遵规守法持续改进”为宗旨,愿以优良的品牌,合理的 无缝钢管价位,热情的服务,真诚与广大客户合作,共创民族工业美好的未来。


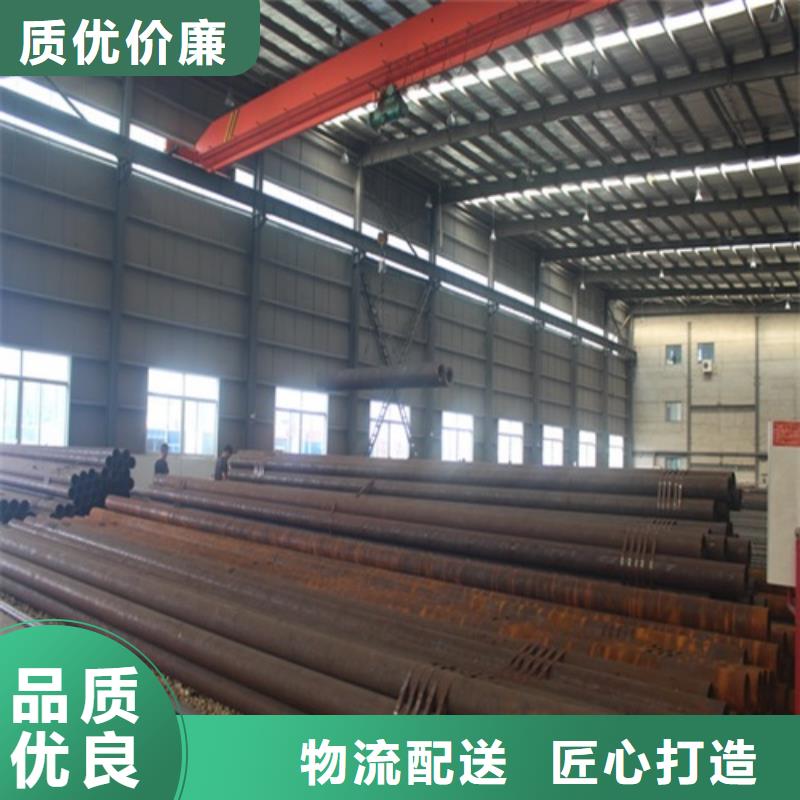
厚壁无缝钢管一般以通常长度交货。 通常长度应符合以下规定: 热轧(扩)管:3000~12000 mm 冷轧(拔)管:2000~10500 mm 热轧(扩)短尺管的长度不小于2 m. 冷轧(拔)短尺管的长度不小于1 m, 定尺长度和倍尺长度:定尺长度和倍尺长度应在通常长度范围内.全长允许偏差分为三级。 一般,冷拔厚壁无缝管壁厚S的公差为±10%S,外径D的公差根据D的大小有很大变化,大概从±0.1mm到±1%D公差实际参数值的允许变动量。参数,既包括机械加工中的几何参数,也包括物理、化学、电学等学科的参数。所以说公差是一个使用范围很广的概念。对于机械制造来说,制定公差的目的就是为了确定产品的几何参数,使其变动量在一定的范围之内,以便达到互换或配合的要求。





