

想知道无缝钢管-C型槽钢当地货源产品为何如此受欢迎?观看视频,答案自在其中。
以下是:无缝钢管-C型槽钢当地货源的图文介绍
桂林金杰金属制造有限公司位于山东聊城 ,是一家专业从事 27SiMn合金钢管等产品的生产厂家,还生产各种规格桂林品种多样。我厂拥有一支高素质的的研发团队,拥有国内优良的生产技术,通过引进国内外较先进的生产设备,在制作工艺和环节上精益求精,使产品从设计到制造无误。
公司生产的产品在很多行业有着广泛应用。在市场发展中,我们将不断努力,不断创新,开发出品质的产品,从而以优良的产品、无微不至的服务,回馈我们的客户!


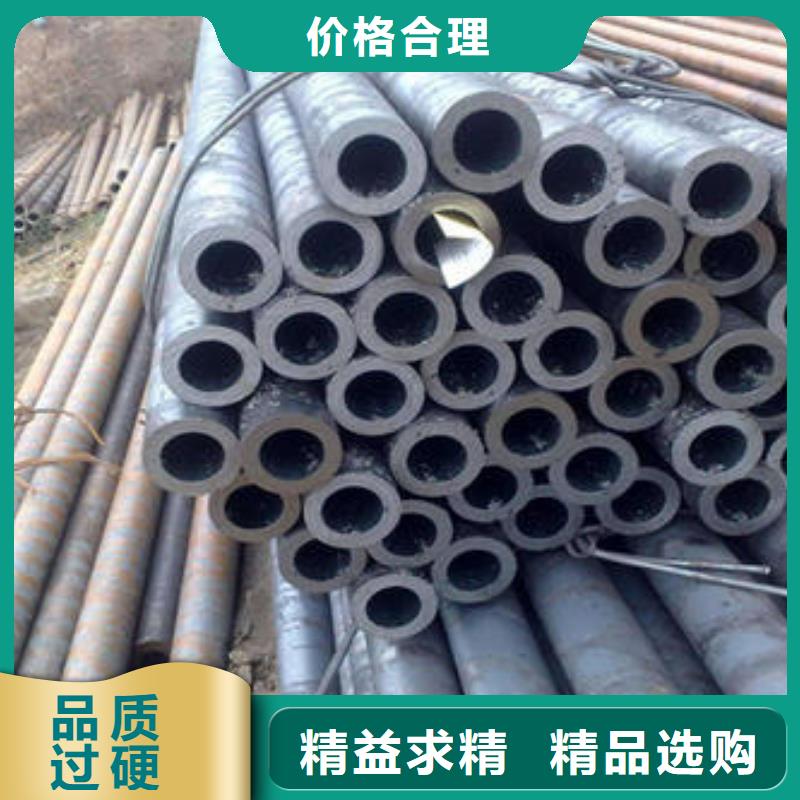
无 缝 钢 管 材 质 大 全 1、汽车用管(别克 轿车 专用) 小口径高压 锅炉 管 按国内外标准或行业标准 生产210C、15CrMoG、12Cr1MoVG、T12~T91系列钢管 2、西气东输站场用管线管 GB/T9711.2 L245NB Φ1146、 Φ895等 3、海底输油管线管 API5L X52 PSL2 Φ8910、Φ114.311.1 4、油田用管 N80非调质管 API 5CT Φ139.77.72 J55油管 API 5CT Φ735.51 5、桁架臂专用管(整体调质管) 协议标准,20Mn2B、 20Mn2、Φ14615等,用于履带式塔吊用起重设备 6、专用缸筒和支架用管 T91、钢102系列高压锅炉管 GB5310-1995,用于热 电 站高温、高压环境 7、拖拉机后轴管 35MnVN,履带式拖拉机的后轴 8、超高强度结构管 35CrMnsi、30CrMnSiNi2A,用于军工、飞机起落架用管 9、车桥管 20Mn2、Φ17812、Φ12719等 10、岩矸管 协议标准 J55、Φ266、Φ316等,用于高速公路、大型水电站大坝加固用 11、液压支柱管 GB/T17396-1998、27SiMn,用于煤机井下作业支撑固定 按美标生产的锅炉和过热器用中碳钢无缝钢管 ASTM A210、210C、Φ606 12、汽车半轴套管 YB/T5035-1996、45Mn2\45 13、 超长换热器管 20,Φ-21000,用于换热器 14、叉杆用无缝管 CR-1、Φ485,用于火车提速用的CR转向架交叉杆 15、 火箭炮用定向螺旋异型无缝管 Φ1232.2、MP16Mn、GJB459-88 16、 抗海水腐蚀管Q/CG41-1994、10CrMoA1、Φ1084、Φ252.5 17、潜油电机轴管 协议标准 Φ3111、Φ3613.5、40Cr、35CrMo、35CrMoV,用于抽油泵的电机轴 18、低温管道用管 GB/T18984-2003、09DG、10MnDG、09Mn2VDG、B655,用于石化行业处于低温环境的流体输送管道 、核电站用管 军工用纯铁管 DT3 19、710炮身用管 20、直九机管 15CDV6 21、 锅炉、热交换器用不锈无缝管 GB13296-1991、0Cr18Ni9Ti、0Cr18Ni11Ti、Φ等 22、潜望镜管 、汽车、摩托车减震器用精密无缝钢管 10、20等 . 23、曳光破甲弹压环用管 SAE1035、Φ1009.5



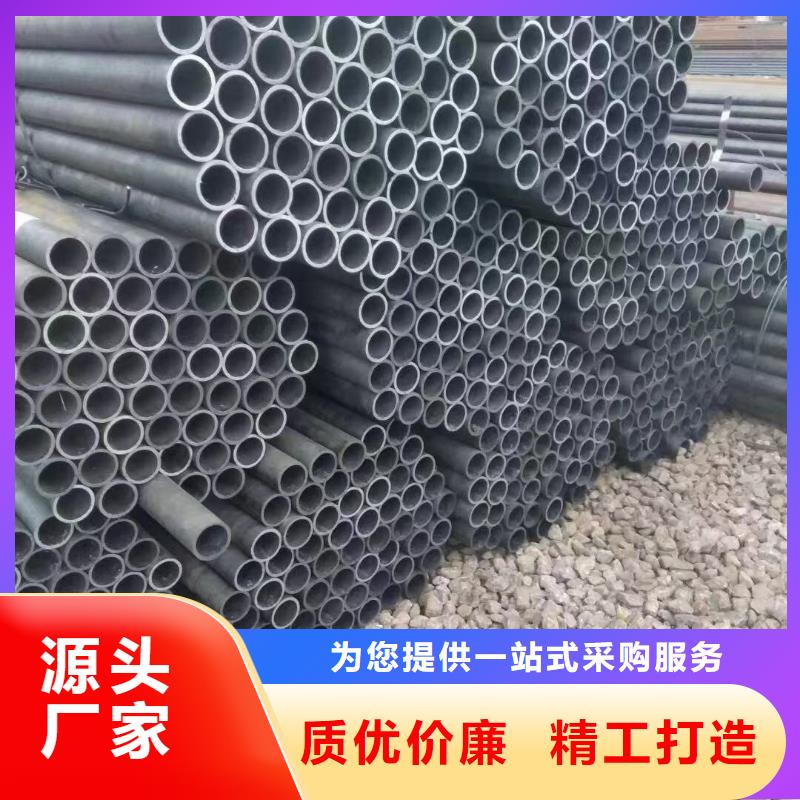
冷轧20号精拔无缝钢管的壁厚一般比热轧20号精拔无缝钢管要小,但是表面看起来比20号精拔厚壁钢管更加明亮。表面没有太多的粗糙,口径也没有太多的毛刺,热轧20号精拔无缝钢管的交货状态一般是热轧状态经过热处理后进行交货,热轧20号精拔无缝钢管在经过质检后要经过工作人员的严格的手工挑选。在质检后要进行表面涂油,然后紧接着是多次的冷拔实验,热轧处理后要进行穿孔的实验。如果穿孔扩径过大就要进行矫直矫正。在矫直后再由传送装置传送到探伤机进行探伤实验,后贴上标签、进行规格编排后放置到到仓库当中 [1] 。35号厚壁精拔钢管工艺流程。 20号精拔无缝钢管的应用处理方法号精拔无缝钢管管口打磨切割完毕,应使用角磨机对管口塑层进行打磨处理,其目的是避免在法兰焊接时使塑层发生熔化甚至燃烧使管道破坏。使用角磨机将管口塑层进行打磨,号精拔无缝钢管涂塑处理打磨完毕。使用氧气、C2H2在管道外部对管口进行加热,加热到内部塑层部分有熔化现象。然后技术工人将用好的塑粉对管口均匀涂抹,应注意一定要涂抹到位,法兰盘涂塑要涂抹到止水线以上,此应严格控制加热温度,如温度过高。在涂塑中将会有气泡产生,如温度过低,在涂塑中塑粉熔化不完全,以上情况在管道投入使用后都会产生塑层脱落的现象。



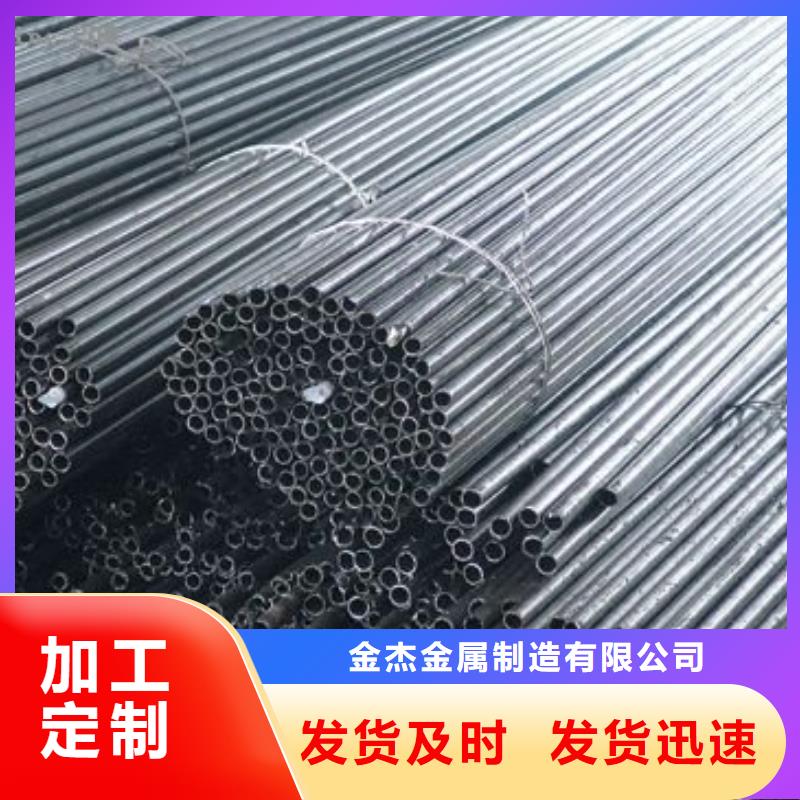
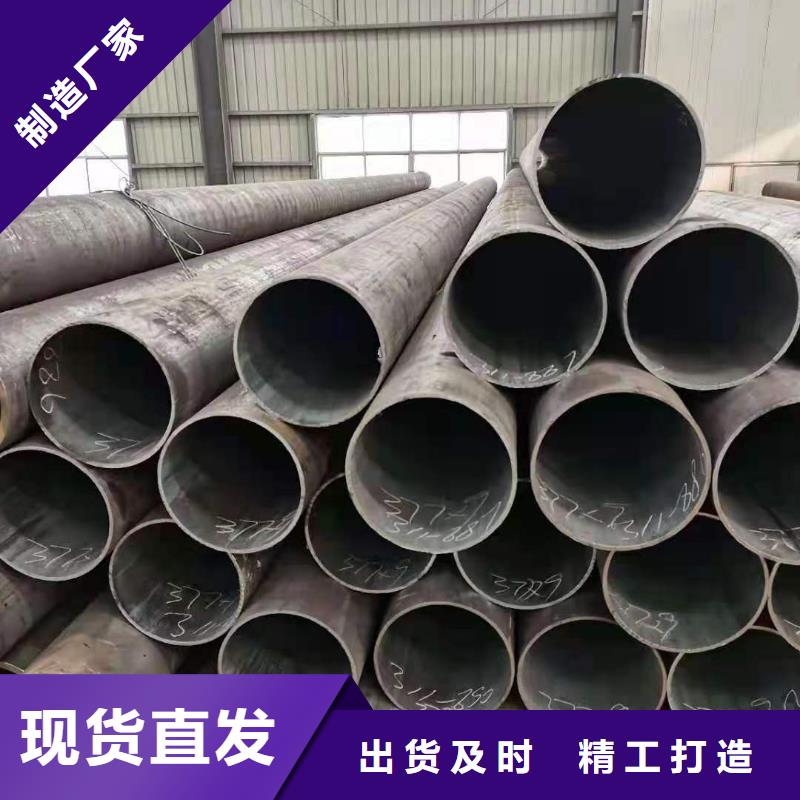
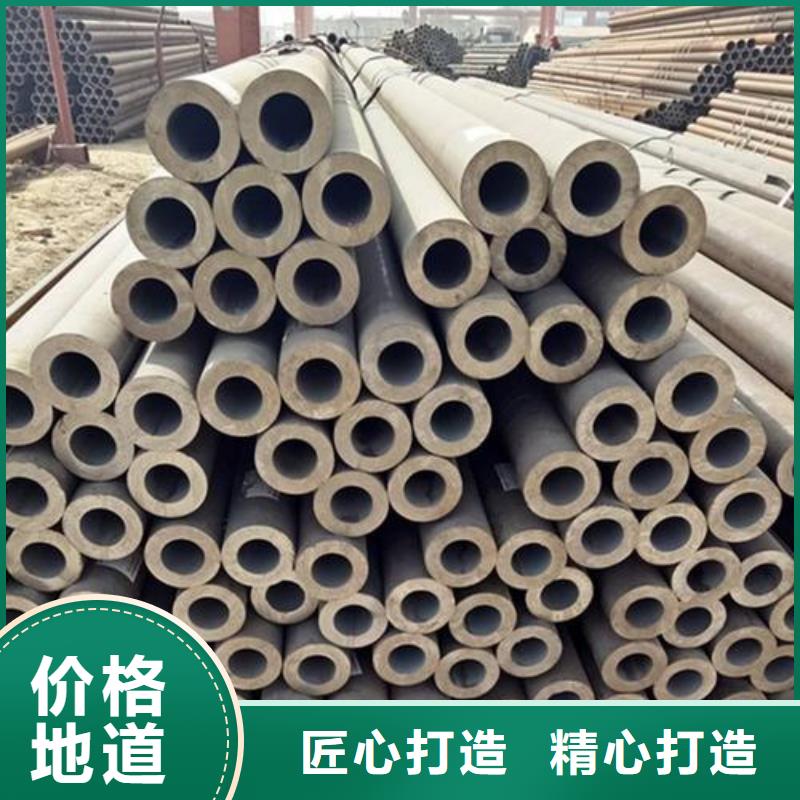
无缝钢管 - 规格 18-20-22-24-28-30-32*1.5-4 34-38-40-42-45-48-50-51-52*3-12 54-56-58-60-63.5-65-68-70*3.5-14 73-76-80-83-89-95-102-104-108*4-30 121-127-133-146-152-159-168-180*4.5-45 194-203-219-232-245-273-299*6-65 325-351-355-377-402-406-457-480*8-20-80 500-508-530-560-580-610-630-660-710-760*12-30-50-60-80 无缝钢管 - 工艺流程 1、卫生级镜面管工艺流程: 管坯——检验——剥皮——检验——加热——穿孔——酸洗——修磨——润滑风干——焊头——冷拔——固溶处理——酸洗——酸洗钝化——检验——冷轧——去油——切头——风干——内抛光——外抛光——检验——标识——成品包装 2、工业管工艺流程 管坯——检验——剥皮——检验——加热——穿孔——酸洗——修磨——润滑风干——焊头——冷拔——固溶处理——酸洗——酸洗钝化——检验
