

想知道【激光切割机】_3000w激光切割机一对一为您服务产品为何如此受欢迎?观看视频,答案自在其中。
以下是:【激光切割机】_3000w激光切割机一对一为您服务的图文介绍
烟台华宇诚数控科技有限公司经过几年的风雨历程和艰苦创业,由小到大,由弱到强,以质量求生存,靠诚信广交朋友,重视技术进步,大力开发新 金属光纤激光切割机产品,形成了具有自我经营特色的系列产品和品牌优势。
公司产品销售全国二十多个省(市)自治区,无论是现在还是将来,我们都将以完美的 金属光纤激光切割机服务赢得大家的信任,我们将始终保持着“品质优越、诚信为本”的理念,以先进的管理理念,科学系统的管理方法,灵活的机制,不断创新,与时俱进,继续为大家提供高质服务,烟台华宇诚数控科技有限公司热忱欢迎大家光临指导。


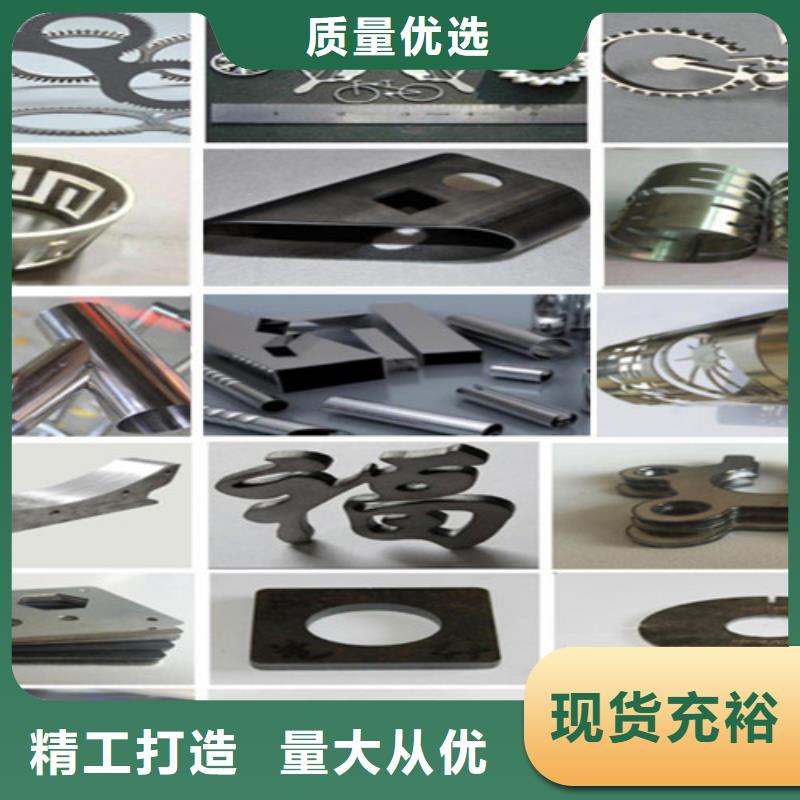
激光切割使用高功率密度激光束照射待切割的材料,使材料快速加热至蒸发温度并蒸发形成孔。当光束朝向材料移动时,孔连续地形成为窄的宽度(例如,约0.1mm)。切割接缝以完成材料的切割。以下是不同激光切割机的切割厚度的简要说明。
1.目前业内激光切割机的切割能力:
碳钢为36mm(钢板质量好,速度可达650mm/min),如果36mm钢板采用优质材料制造,机器性能好,图形不复杂,切割质量仍然很好。关键是速度不快,使用等离子切割机或火焰切割机更合理。不锈钢为25mm(当高压氮气用作辅助气体时,速度约为400mm/min);然而,国内用户通常的目标是激光切割,低碳钢低于25mm,不锈钢16mm或更低;
2.激光切割机的 行程:
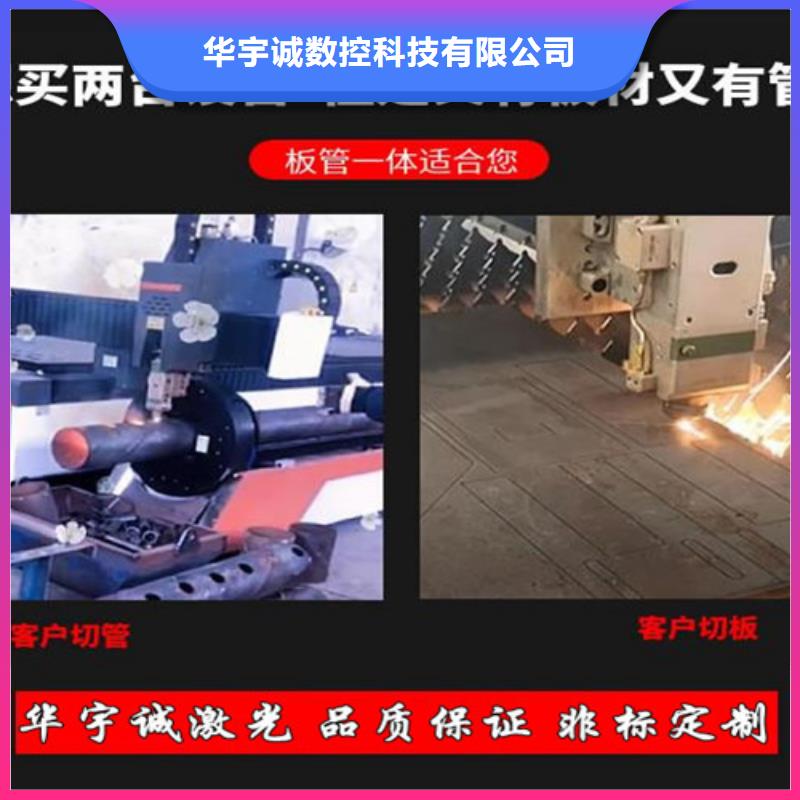
目前有两种类型的激光金属切割机:一个是桌面,一般有效切割范围是1.5 * 3 m 2 * 4 m;
另一种是龙门式激光切割机,具有有效的切割范围。有效切割宽度可以是2-6米,长度可以是几十米。它具有与火焰切割机火焰切割机和等离子切割机相同的结构。
3.速度和准确度:
如果主切板低于6mm,建议购买比龙门式更快,更的台式激光切割机;如果要切割的材料大多为3mm或更多,且产品尺寸较大,建议购买龙门式。
如果切割精度很差,我们应该如何解决呢?
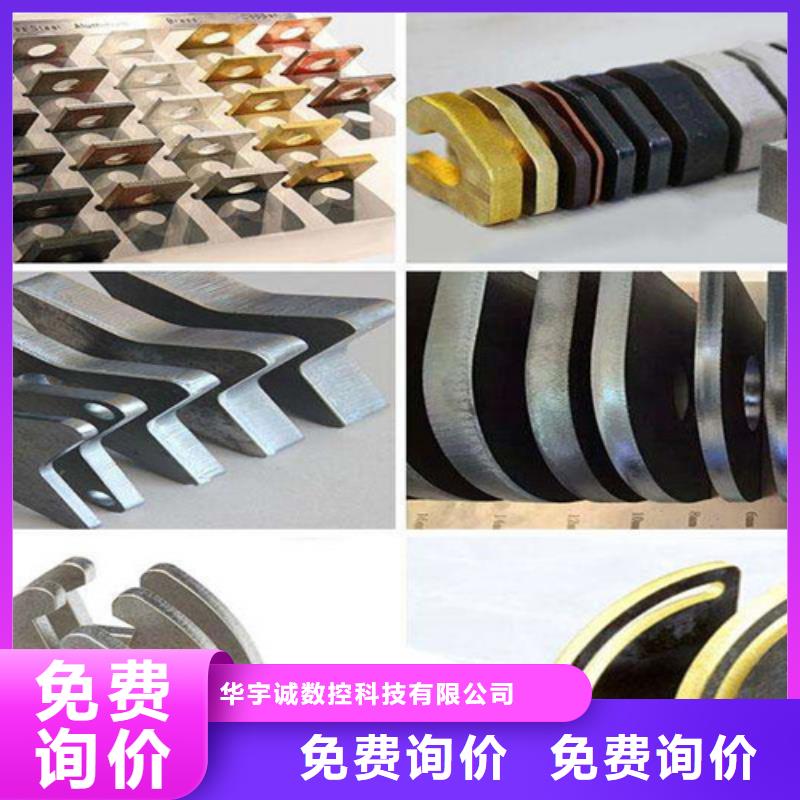
1.切割材料的厚度超过标准。通常,可以通过金属激光切割机切割的片材的厚度小于12个厚度,并且片材越薄,切割越容易。
质量也更好。如果板太厚,则激光切割机更难以切割,并且在确保切割的情况下,加工精度将是不准确的,因此确定了板的厚度系数。
2.激光输出功率不符合标准。当激光切割机运行和调试时,必须确保激光输出功率达到标准。通常,激光器的输出功率越高,相同厚度的板上的切割质量越好。
3.切片的粗糙度。通常,切割材料的表面越平坦,切割质量越好。
4.焦点位置不准确。如果激光切割机的焦点未对齐,则会直接影响切割精度,因此校准应在运行前进行校准。
5.处理速度。激光切割机的切割速度直接影响加工精度。因此,在运行之前,切割速度和材料配合应该是 的。



许多金属材料需要特殊处理以保持其完整性,否则在许多转移项目中容易出现划痕。对于材料要求较高的工件,这类问题非常困难,因此许多金属材料会有涂层。金属涂层可确保原材料在转移过程中尽可能少地发生摩擦损坏,如铝合金门窗、家具、厨具等。这些产品的销售对自己的销售非常重要,不允许划伤,这对激光切割机切割金属有更高的要求。激光切割机能切割涂层金属吗?
如何操作光纤激光切割机切割涂层材料
事实上,光纤激光切割机可以切割涂层金属。接下来,我们可以详细了解光纤激光切割机切割涂层金属的操作流程。激光切割机必须首先切割涂覆的金属板,使涂覆薄膜的一侧朝上,首先切割薄膜,然后在切割涂覆薄膜完成后切割金属板。这种二次加工能有效保证材料质量。激光管应该有多大取决于我们的板的类型和厚度。
那么,为什么我们不把一层薄膜放下,这样我们不仅可以避免工作台对材料的损坏,而且可以一次完成切割?尝试过的小伙伴应该会得出这样的结论:调试设备后切割,如果涂层一次被切断,激光切割过程中很容易使残留物留在涂层上,这对加工成品的质量有很大影响。虽然在速度上有一定优势,但收率低,产品质量差。因此,建议在切割金属板之前先切割涂层。



数控激光切割机的几种加工管材方法 常用的数控激光加工机床主要有2种形式:悬臂式和龙门式。悬臂式机床的特点是加工过程中,整个筛管不动,激光切割头沿工件轴线方向做高速移动,切割效率高。机床悬臂为铝合金板材焊接成的框架结构,强度和刚度高,可避免高速移动时运动惯量过大、光斑漂移等弊病:龙门式机床的特点是激光切割头不动,筛管相对于激光切割头进行同转分度和沿轴线方向移动。机床整体刚度好,激光输出稳定。由于筛管长商重,位移速度慢,装卸难度也较大。复合筛管割缝加工常用的是悬臂式机床.
筛管割缝激光加工机床与常规板材数控激光切割机床相比的不同在于它的夹紧分度机构、筛管支撑和拖动装置。夹紧分度机构主要完成加工过程中筛管的旋转和周向定位,筛管支撑和拖动装置主要完成筛管的拖动以及防止筛管的悬伸变形,通常需要用数控激光加工机床来进行加工的。
管材的布缝规律是:在轴向,各割缝以一定轴向距均布在筛管同一母线上,形成一列缝,整根筛管均布着几十列割缝。
1.将管体装在支架上,一端由旋转定中器支撑,另一端由数控旋转头夹紧,保证管轴和机床x轴平行;
2.调整激光切割头,使切割头光轴位于过管轴的垂直面内,并使切割头气体喷嘴位于管体点处;
3.在机床Z向移动切割头,使焦点位于穿孔位置上,并调整切割头喷嘴与筛管表面的距离到预设值:
4.将筛管逆时针旋转a角a等于梯形缝锥度的I/2),使缝隙的一个梯形面处于竖直位置,切割头向左平移δ=(D/2)Sina-△(D为筛管外径,△是一个工艺调整值,与筛管壁厚、激光输出功率等有关),保证切割头上喷嘴到筛管表面距离保持不变:
5.利用脉冲光在割缝端点打孔将筛管穿透,然后,激光由脉冲变为连续,焦点变化到切割位置,切割头沿筛管轴线方向切割,加工出梯形缝的一个梯形面:
6.切割到设计缝长后。套管顺时针旋转2a角.切割头向左平移2δ,然后沿回程切割出另一个梯形面,加工完成一条完整的梯形缝:7)按照同样的操作,周向复始,便可完成整根筛管的加工。
管材激光切割采用以上介绍可以解决宽缝等多种技术难题,与传统机械加工相比具有加工效率高、加工精度高、加工范围广等优点。
