




无需繁琐的文字描述,观看我们的视频,让【不锈钢复合管护栏】道路护栏低价货源产品一览无余!
以下是:【不锈钢复合管护栏】道路护栏低价货源的图文介绍

桥护栏是高速公路、铁路两侧的防护栏杆,其作用是将失控车辆阻拦于地带,防止发生二次事故。 不锈钢复合管护栏要求具有一定的强度和刚度、一定的耐冲击性能,还要有良好的视野诱导功能。因此对材料的要求较高: 1、钢材应具有足够的强度和韧性; 2、要有良好的抗冲击性能; 3、表面要光滑平整,无气泡等缺陷; 4、防腐层要均匀完整。 目前国内桥梁护栏网的生产主要有两种:一种为热浸镀锌后涂塑,另一种为冷镀锌后涂塑。 热浸镀锌后的产品外观漂亮、牢固不易生锈但成本较高且使用寿命较短;冷镀铝后的产品成本低寿命长但易氧化. 因此采用电镀的方法来防锈效果。电镀又分为挂具式和浸泡式两种方式;挂具式又分为吊装式和托盘式; 托盘式的优点是安装方便只需将托架放入槽中固定即可使用; 但缺点是不美观不牢固;易损坏。经过比较决定选用浸泡式电镀的方式来进行生产。 复合型公路钢波纹梁护栏板是由两片波形钢护栏板及两者之间固定夹放的两根立柱构成。两根立柱固定夹装在两块波形钢护栏板的中心位置。


不锈钢复合管护栏焊接方法有几种?内衬不锈钢复合管(304+Q235B)是一种新型复合管,不锈钢复合管具有耐腐蚀、耐高温、高延伸率、高强度等特点。这种管材的使用问题是:基层与复合层的全熔焊问题。为了获得良好的焊接效果,正确的焊接方法是:一。焊前准备在焊接前,对接触层的油漆、污垢和氧化层进行清洗,防止杂质在焊接过程中受热时分解为H2O和CO2。焊接前预热基层和复合层。预热采用电加热方式,以对面中心线为基准,两侧不小于壁厚的3倍,且不小于50mm,防止过热。2。焊接工艺先焊复合层,再焊基层。工艺流程:密封层——打底焊——过渡层——填充层——面层。1) 焊接管道对边时,管道内壁应平齐,内壁数量不应超过管壁厚度的10%,且应≤2mm。2) 焊接时应尽量采用多层焊接,每层焊道接头应尽量错开,焊道不宜过宽过厚。3) 焊管在点焊时必须充氩,以保证焊管的焊接质量。打底焊时,倒焊位置用内丝填充,立焊、平焊用外丝填充。4) 引弧应在坡口内进行,禁止在非焊接部位引弧。连接点应保证电弧穿透和熔合。熄弧时应填满弧坑。5) 焊丝不应接触钨极或直接进入电弧的弧柱区,以防止电弧的稳定性受到损害和夹钨缺陷的发生。焊丝的末端不得离开保护区以防止焊丝氧化。6) 通道间温度控制在150℃以下。施工时采用焊缝两侧水冷。在焊缝两侧距焊缝80mm处的钢管上包上湿毛巾,使焊缝温度尽快降低到150℃以下。三。焊后处理焊接结束后,应仔细清理焊接表面的焊渣、焊接飞溅物等污垢,必要时进行局部修整。不锈钢复合管焊后应进行后热处理,残余应力。焊后处理应按设计要求进行。底座的热处理温度应根据底座的材质要求选择,其他参数按不锈钢衬里管总厚度(7±1.5)mm计算。



宁夏绿洲金属科技有限公司位于经济技术开发区华建一街区10号办公楼605。公司专业致力于 【景观】护栏的生产、销售与研发。 公司遵循诚信经营,货真价实,热情服务的宗旨,赢得了用户,拓展了市场,建立了广泛的销售网络,“以质量求信誉,以信誉求发展”,以雄厚的实力、合格的产品、低廉的价格深得新老用户的信赖;欢迎来电垂询或亲临指导。13181093766


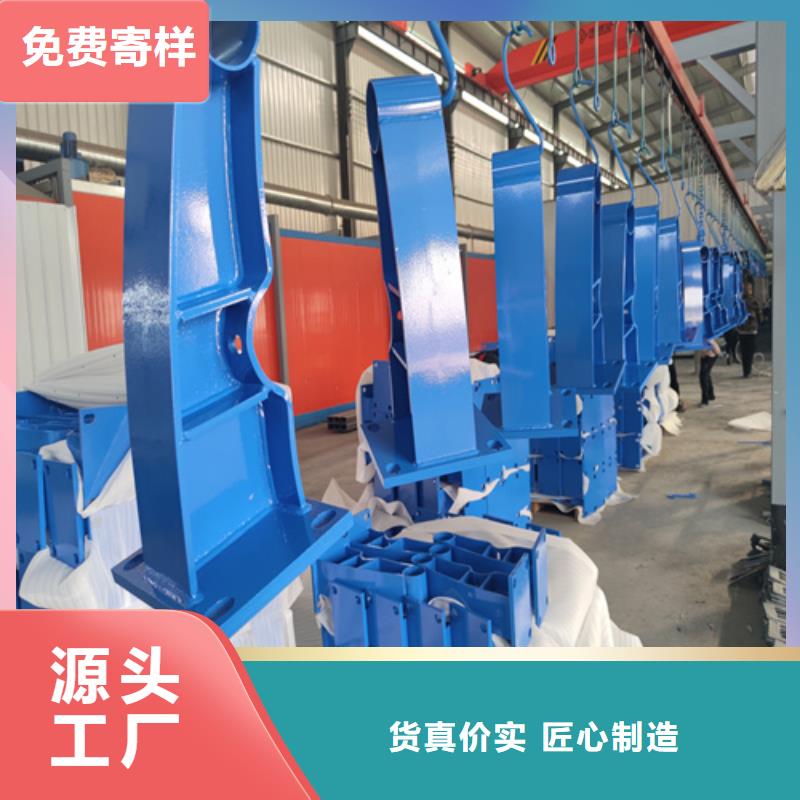
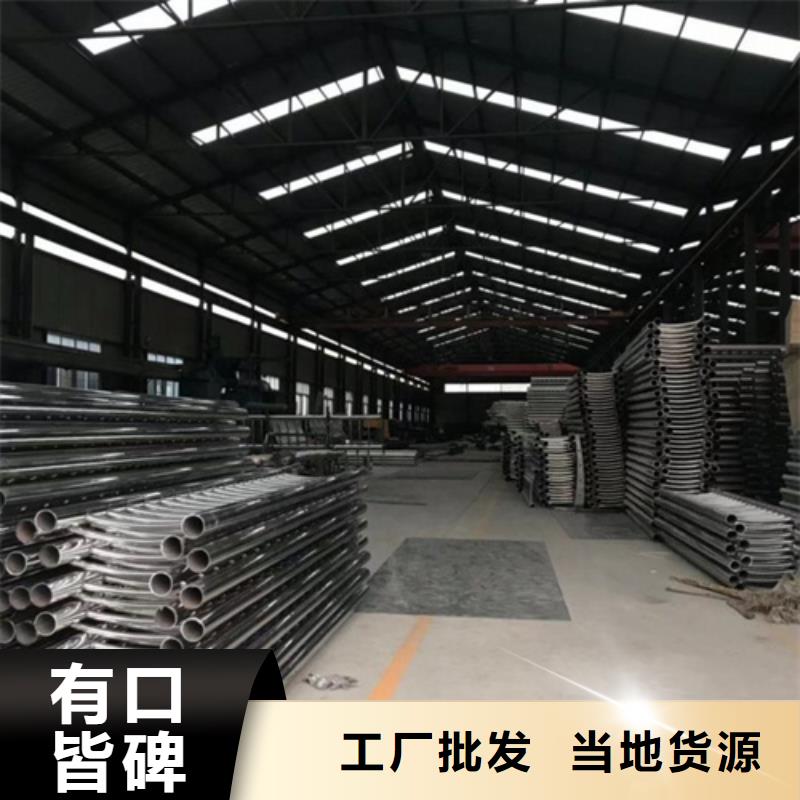
聊城绿洲金属生产的201/304/316不锈钢/碳素钢复合管,是由不锈钢(SUS304)与优质碳素结构钢(Q195-Q235、SPCC)等双金属,经高科技同步复合焊接而成,产品兼具不锈钢卓越美观的华丽外表,抗腐蚀性能和碳素钢结构强度大的诸多突出优点,与纯不锈钢管相比,节约了成本,增加了强度。是纯不锈钢管的佳升级换代产品.真正实现了装饰与负荷的完美结合。不锈钢/碳钢复合管,不仅显著改善了钢管的表面性能和使用性能,拓宽了其使用领域,还作为节能和绿色环保新材料,代表着产业发展方向。 不锈钢复合管护栏:不锈钢复合管护栏,它不仅具有不锈钢管的豪华美观和现代气息,又具有普通碳钢管的坚韧性。是价昂不锈钢管的替代品,它与钢板立柱配合,做成城市、道桥等的栏杆。不仅牢固、大方,且可造型各异,给都市别一种亮丽风景线。





