
为了给您提供更的注浆管声测管焊接厂家产品信息,我们上传了的产品视频。看视频,选购不迷路。
以下是:注浆管声测管焊接厂家的图文介绍
日升昌钢管声测管厂家(鞍山分公司)推行科学的企业管理,并注重实践、不断探索。通过科学细致的管理,我们j i大降低了 54声测管生产成本,为客户带来了实惠;注重实践,使我们从生产管理到施工队伍,培养了一批技术过硬、经验丰富的技术人员;不断探索,使我们把行业发展使命与企业发展相结合,并与各专业机构及高等院校的专家密切合作,进行品质的升级及 54声测管产品的更新,不断地追求顾客的满意。



布置的埋置数量及其在桩的横截面卜的布局应考虑检测的控制面积。通常有如图7所示的布置方式,图中的阴影区为检测的控制面积。一般桩径小于0.6~1m时,沿直径布置两根;桩径为1~2.5m时,布置3根,呈等边三角形;桩径大于2.5m时,布置4根,呈正方形。用途注浆管安装图片的其他用途除了用作检测通道及取代一部分钢筋截面外,还可作为桩底压浆的管道。试验证明,经桩底浆处理的灌注桩,可大幅度提高其承载力。同时还可作为事故桩缺陷冲洗与压浆处理的管道,这时需采取措施把需压浆的缺陷部位的管道打穿。超声波透射法检测,对总体的要求是:接头牢靠不脱开,密封不漏浆;管壁平整不打折,平顺无变形;管体竖直不歪斜;管内畅通无异物。注浆管安装图片当材料或安装工艺较差时,可能造成漏浆、堵管、断裂、弯曲、下沉、变形等事故的发生,对超声波透射法进行桩基完整性检测产生较大影响,甚至于无法进行超声波透射法检测。案例基于以上情况,我们通过相应的理论计算和大量的工程实践,鸿冶管业推出了新型改良产品——高强双环液压。注浆管安装图片高强双密封液压在承口端端部设计了两个凸槽,凸槽内配有密封圈,安装时将本产品的插口端插入承口端10cm,然后用专用液压钳同时对两个凸槽进行挤压,被挤压部位的管材受力后收缩变形,两个凸槽之间的外层管材深陷入内层管材,从而有效实现了本产品的可靠连接;同时橡胶材质的密封圈在受挤压后变形贴服在两层管材之间,起到了极为良好的双保险密封作用。高强双密封液压的优点主要是充分考虑到在使用中所涉及的各种要素,从各方面达到国内乃至的性能




桥梁注浆管检测规范1、附近现场检测前准备工作应符合如下规定:调查、附近收集待检工程及受检桩的相关技术资料和施工记录。包括:桥梁桩基的类型、附近尺寸、附近标高、附近施工工艺、附近地质状况、附近设计参数、附近桩身混凝土参数、附近施工过程及异常情况记录等信息.测量管口标高,将各桥梁注浆管内注满清水,封口待检;另备一只水桶和水瓢加水用。检查桥梁注浆管畅通情况,以免换能器卡住或换能器电缆被拉断,(桥梁注浆管检查可采用长350~400mm,一端系测绳放入桥梁注浆管底,记录好每根桥梁注浆管畅通具体深度。)2、附近准确测量桩顶面相应桥梁注浆管之间外壁净距离,作为相应的两桥梁注浆管间管距至1mm;桥梁桥梁注浆管是利用冷硬钢管专业成型后,凝土灌注桩以其承载力大、附近桥梁沉降小、附近能适应各种地形地质条件和各种重大土工构筑物对基础承载力的需要等特点而被广泛采用。但由于桥梁灌注桩属地下隐蔽工程,引起塌孔和缩径,将对桥梁、附近路基等土工构筑物的正常使用造成隐患。按照铁道部“关于做好客运专线铁路基桩检测工作的通知”(铁建设函[2006]464号)的桥梁桩基技术要求,方可进行无损检测。3、附近基桩施工单位必须高度重视和严格桥梁注浆管埋设工作,杜绝桥梁注浆管堵塞现象


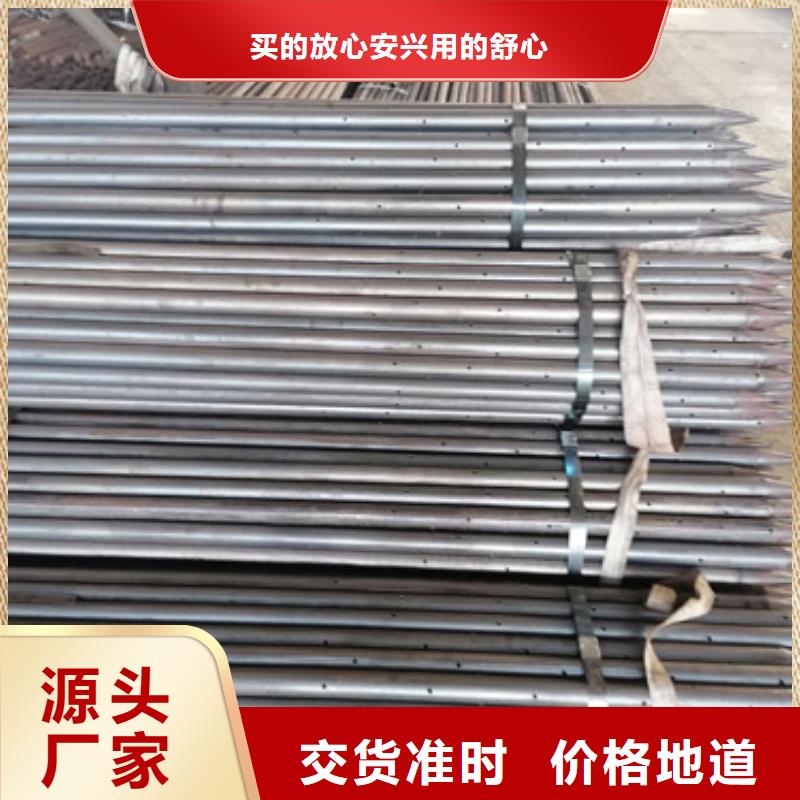
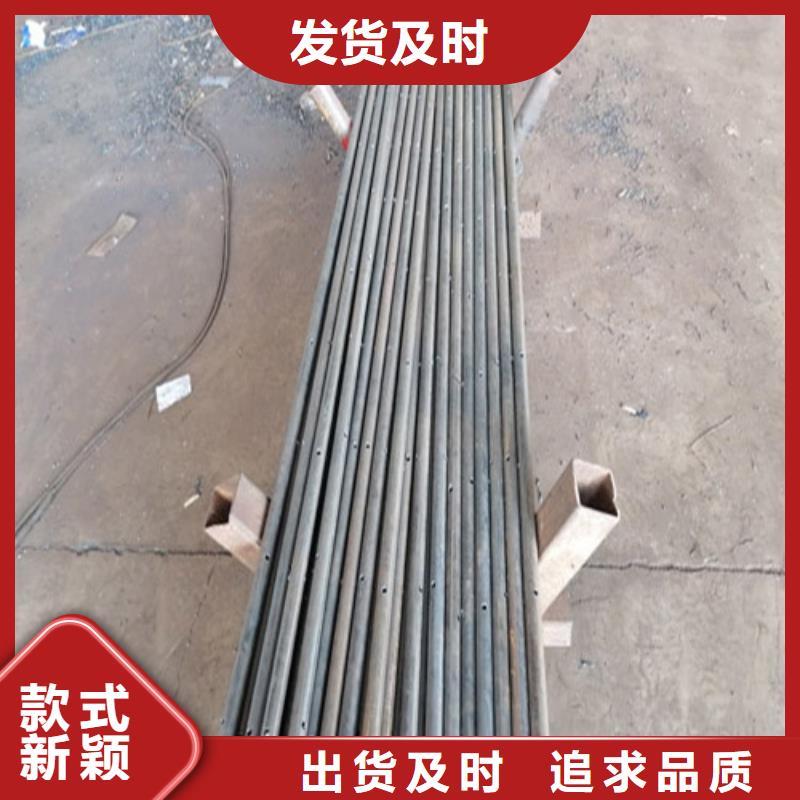
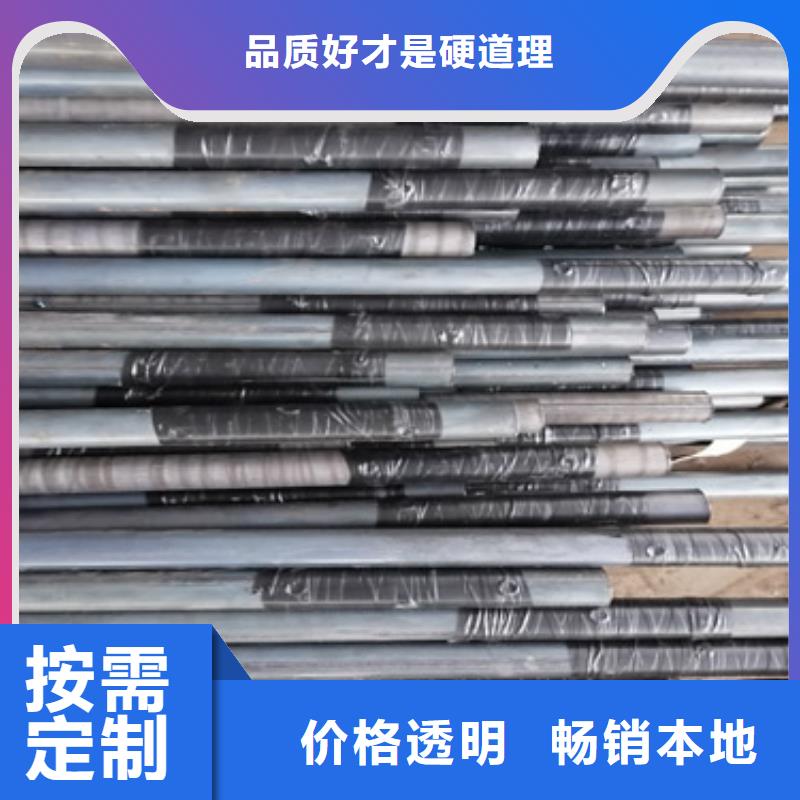
厂家加工制作钢花管的程序是比较多的,而且钢花管的类型也是有很多的,在进行制作钢花管的时候需要用到关键的一步就是钢花管的焊接。钢花管在焊接的时候要注意的问题也是比较多的,一般焊接的时候要注意以下几点,才能够保证钢花管的质量和效率的不断地注浆管进行。打底选用H08CrMoVA焊丝,填充选用R317焊条。钢花管材料信息条注浆管件切段钢管制作焊条比较靠适合气焊。知道钢管材质才能选择注浆管焊条或钢管牌号帮电弧焊连接管道放划线基础按矫管材、同城切割料、同城坡口、同城组、同城焊接、同城清理焊渣等工序进行施工坡口加工及清理。当Ceq>0.4时,焊接接头淬硬倾向大,可能出现裂纹。而本次15Cr1MoVG的碳当量值为0.515,注浆管可知15Cr1MoVG钢的裂纹敏感性大,再加上焊缝的拘束应力大,从而使焊接性变差,所以为保证焊接质量,必须采取严格的焊接参数,适当的焊前预热以及焊后热处理等工艺措施。钢花管控制钢花管淬火时的弯曲度,可从以下几个方面进行:(1)采用先外喷后内喷的分步冷却工艺。由于钢花管的内喷水是从钢花管的一端流向另外一端,钢花管在两端的冷却速度不同,从而导致钢花管弯注浆管曲。故可采用先进行外喷水冷却,使得钢花管表层首先发生组织转变,再用内喷水进行冷却的方法,避免钢花管弯曲畸变,内喷水比外喷嘴的延时时间可采用2 ~10s。(2)减少钢花管在旋转轮上的悬出端长度。通过合理的旋转轮布局及钢花管长度控制,将钢花管端部悬出量控制在≤600 mm,可有效减小淬火时的离心力,降低钢花管管端弯曲度。




