


我们的直缝焊管图片直缝焊管图片近期行情视频将带您走进产品的生产线,让您亲眼见证产品的每一个制作环节和工艺细节。
以下是:直缝焊管图片直缝焊管图片近期行情的图文介绍


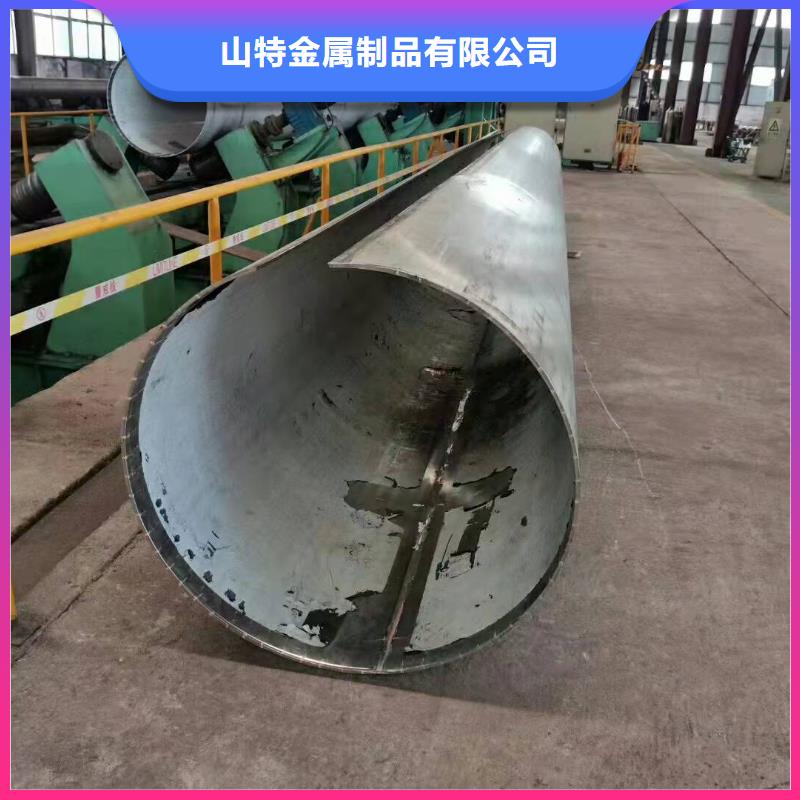
大口径厚壁钢板卷管,不锈钢卷管、锥形卷管、异形卷管工艺流程图 锥形卷管、异形卷管成型注意事项: ①把卷板机上面的管子一端抬高,把小锥面放在低端,卷制时不断移动大端,大端的进入速度要加快; ②在辊子的一段加一个旁轮卷锥装置; ③在卷板机的下辊两侧装两个锥筒,卷制的时候把小端靠在锥筒上,小端的板边就会倚着锥筒往里进. 大口径卷管、厚壁卷管、大口径厚壁卷管加工工艺流程图




镇江山特金属制品有限公司视科技研发为企业生命力,深谙是人才团队的智慧成就了品牌、品质。为使 打井无砂管产品更趋完美,公司不吝重金聘请一批高级技术顾问和高职称的研究制造人士、高级工程师成立了技术研发中心,用他们的智慧培养员工,加上生产工人孜孜以求的工作态度,注重 打井无砂管每一个生产细节,从而形成了在强势品牌战略中坚不可摧的堡垒。并和众多知名大学建立了良好的产学关系,不断自主创新,保证了新 打井无砂管产品的研发质量和速度。 同时公司可为用户提供项目设计,工艺流程设计,标准和非标准 打井无砂管产品设计及生产。


山特公司拥有完善的钢板卷管,厚壁卷管,大口径卷管丁字焊卷管,探伤焊卷管,16Mn卷管,Q345B卷管,异型卷管等生产线的卷管厂,是可生产各种规格各种壁厚的大型卷管的卷管厂。本厂的厚壁卷管大型卷管产品销往全国各大型企业,深受客户信赖与好评。 公司严格按照ISO9001:2000国际质量管理体系的标准进行钢板卷管,厚壁卷管,大口径卷管,丁字焊卷管,探伤焊卷管,16Mn卷管,Q345B卷管,异型卷管的生产。




钢板卷管钢板卷管采用一次性成型工艺,卷制时,先将钢板两头压弯,直径应小于卷管直径。然后调整滚床压力,分二到三次卷制钢管。将卷好的管节点焊加固,御下滚床后运往焊接平台施焊。对焊接完的管节进行第二次滚圆,卷管的校圆样板的弧长应为管子周长的1/6~1/4;样板与管内壁的不贴合间隙应符合下列规定: 1对接纵缝不得大于壁厚的10%加2mm,且不得大于3mm。 2离管端200mm的对接纵缝处不得大于2mm。 3其他部位不得大于1mm。 4卷管端面与中心线的垂直偏差不得大于管子外径的1%,且不得大于3mm。平直度偏差不得大于1mm/m。 5焊缝不能双面成型的卷管,当公称直径大于或等于600mm时,宜在管内进行封底焊。

