


以下是我们上传的防撞护栏【景观】护栏常年供应实拍视频,您可以点击观看。
以下是:防撞护栏【景观】护栏常年供应的图文介绍


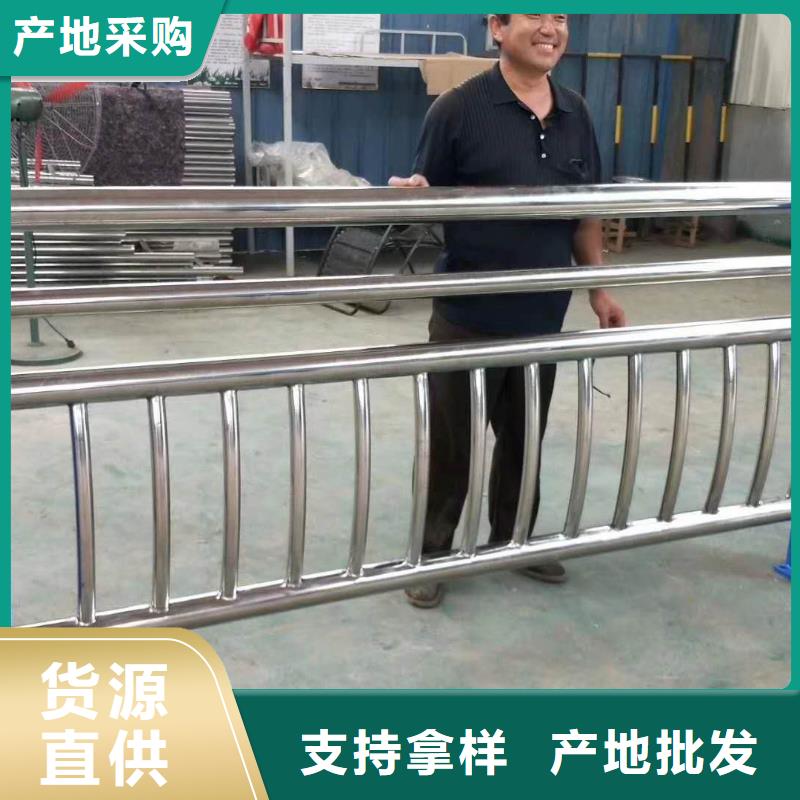
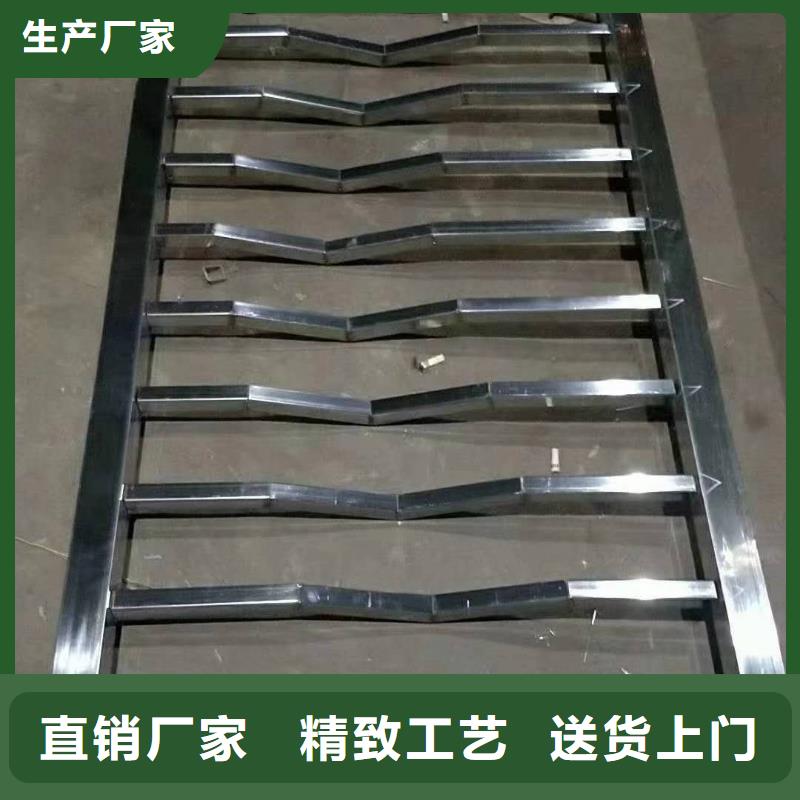
期末高速公路护栏用钢大幅增长据测算,依据公路行业规划目标,及公路行业的运输需求情况(旅客运输需求量和货物运输需求量),采用多种方法(回归模型、弹性系数、比重法),对公路耗钢指标进行测?。 生产的交通道路隔离护栏规格齐全、品种多,可以任意选择高度、色彩。适用城市交通要道、高速公路中间绿化隔离带、桥梁、二级公路、乡镇公路及各公路收费口等的隔离。立柱安装有安置式和地脚螺栓两种方式。 产品特点:其色彩鲜亮、表面光洁、强度高、韧性强、耐腐蚀、抗紫外线、不退色、不开裂、不脆化的优点,成为具装饰效果的公路护栏精品,适用于城市道路中间,洁净宽敞的街道与鲜艳靓丽的护栏,互相映辉,筑起一道亮丽的风景线,为我们的城市增光添彩;让我们高品位的城市建设更上新台阶。 公路护栏在我们生活中起到了重要的作用,它被广泛用于家中、马路上为我们的起到了保驾护航的作用,下面来了解一下高速公路护栏的要求标准护栏板总长度4320毫米(安装完毕后净剩4米)立柱间距4米。两波形梁护栏板的宽度310mm,波高85mm,板厚:3mm、4mm;理论重量:3mm厚的为416kg,4mm厚的为655kg;每公里3MM厚的重13吨,4MM厚的重1388吨。




内衬不锈钢复合钢管基层为Q235B, 因此采用 SMAW 的方法, 焊条选择准 3.2 mm 的 THA302 为合适, 既可以保证焊缝金属的强度, 还可以保证其塑韧性。 内衬不锈钢复合管在焊接时首先进行下料, 必须采用车床, 锯床等冷加工机械进行下料, 严禁使用火焰或等离子等切割工艺, 接着对内衬不锈钢复合管的焊接面进行焊缝坡口处理, 焊缝坡口的加工一般须采用专用坡口机, 车床等冷加工机械, 严禁采用火焰切割等热加工方法加工, 然后对内衬不锈钢复合管的坡口进行整形, 以内径尺寸为准, 采用内芯整圆的方法, 使焊接坡口处复层的椭圆度偏差符合要求。 焊接不锈钢复合钢的焊工需要具备焊接基层和复层母材的焊工资质,焊接过渡层的焊工同时还应具有耐蚀堆焊资质。 施焊之前必须有合格的焊接工艺评定。 焊接工艺评定编制前, 必须明确所要选取的焊材、 焊接顺序、是否要求焊前预热及焊后热处理。


焊接时尽量做到不摆动、 多道焊接, 以减少焊接过程中的成分稀释。 不锈钢复合钢管的焊接坡口原则上采用机械加工, 在施工现场时也可采用等离子弧切割和火焰切割等方法来加工坡口, 但是需要留有足够的加工余量以备坡口加工面的氧化层和过热层。 从焊接工艺的角度,不锈钢复合钢管可以采用焊条电弧焊进行焊接, 也可以采用埋弧焊结合焊条电弧焊的焊接工艺。 内衬不锈钢复合钢管过渡层的熔融金属成分复杂,为了使金属成分的梯度不至于过大, 因此, 采用热输入稍大的 SMAW 焊。 过渡层焊接的焊条宜选择工艺性能较好的酸性焊条 E4303, 标准 2.5 mm。 不锈钢复合钢管采用 V 形坡口单面焊接工艺时, 基层部分的焊接也应选取高铬镍奥氏体焊材, 否则会在基层与过渡层及坡口部分焊缝熔合区形成马氏体组织, 甚至出现微裂纹。 为减小焊缝金属熔合比, 基层焊接应采用较小的焊接线能量分道焊接, 尽可能地减少电弧在坡口处的停留时间。




潮州俊邦金属材料有限公司坐落于开发区工业园。本公司主营产品 【景观】护栏。在新的世纪,我公司将秉持“以人为本,追求品质”的企业精神,不断进取,勇于创新,在全球经济一体化的大潮中,向更高的目标迈进!我们热忱欢迎各界朋友惠顾、合作,为了共同的事业携手并进,共创辉煌。我们坚持“诚信为本,信誉*上,服务用户,回报社会”的原则,建设以管理为基础,以用户为核心,以科技为先导,以改进为动力的质量、信誉型企业。期待您的合作。本厂一贯倡导“科技为先开拓创新”的经营理念,重视产品的开发。
