

我们的型材拉弯【冷拔方钢】真材实料诚信经营视频现已上线,它比任何文字描述都能更直观地展示产品的魅力。请点击观看。
以下是:型材拉弯【冷拔方钢】真材实料诚信经营的图文介绍

无锡宏钜天成钢管有限公司拥有一支具有十多年 无缝钢管厂家研发经验的专业团队,可满足客户的不同要求定制生产性能卓越、品质优良的 无缝钢管厂家。
无锡宏钜天成钢管有限公司秉承为客户解决“减少人工、降低成本、提率、品质”为己任,为提高国内 无缝钢管厂家的研发水平和广泛应用为使命。


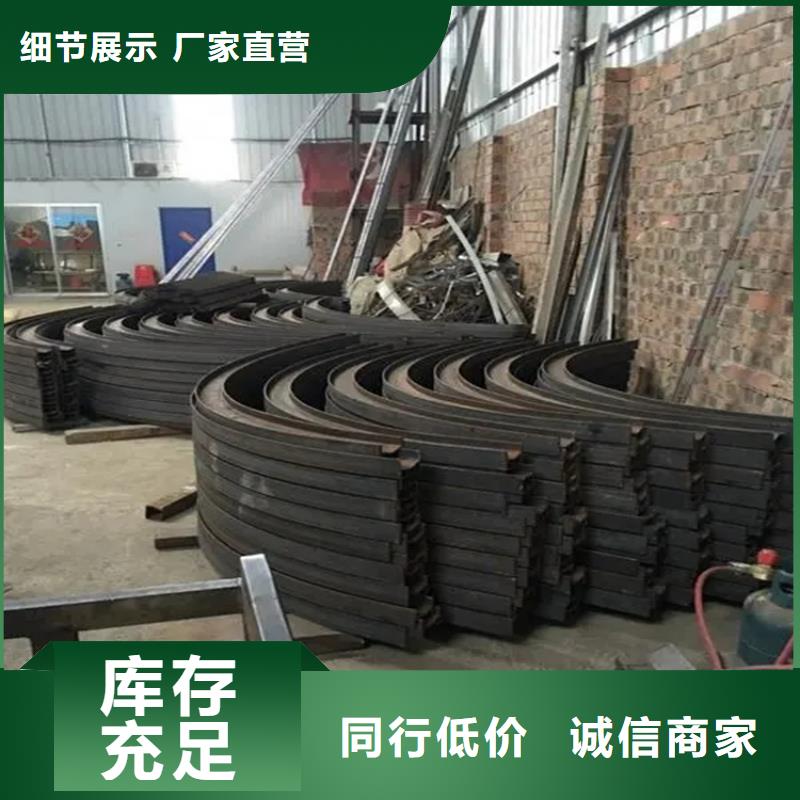
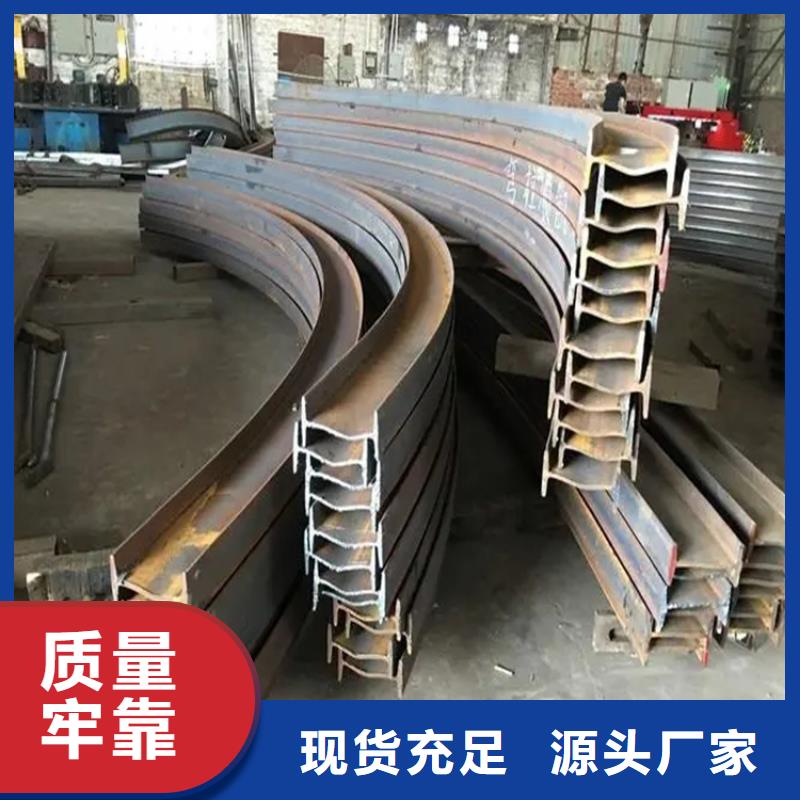
型材拉弯压弯是常用的弯曲方法。所用设备大多为通用的机械压力机或液压机,也有用专用折弯压力机的。常用的滚弯设备是卷板机。三辊卷板机按三点决定一圆的道理,对板坯进行连续弯曲。三辊卷板机具有两个传动辊(固定)和一个压下辊(可调)。调节压下辊的上下位置即可改变它与传动辊之间的相对距离。拉弯时,板材置于传动辊和压下辊之间,传动辊正反方向交换转动,使板材往复运动。调节压下辊使之逐步压下,即可将板材弯曲成所需曲率的圆柱面、圆锥面和曲率较小的双曲面。压下辊一端可升起,便于卸出工件。另外还有四辊和多辊卷板机,四辊卷板机用于卷制厚板圆筒,四辊以上的多辊卷板机,用多对辊子将板材逐渐弯曲成复杂的型面。对于精度要求较高,长度和曲率半径要求较大、横向尺寸要求较小的弯曲件,可在专用的拉弯机上进行拉弯。拉弯时,板材全部厚度上都受拉应力的作用,因而只产生伸长变形,卸载后弹复引起的变形小,容易保证精度。




型材拉弯钢材拉弯中的损耗计算公式为:b=Q/G×100式中b为成材率,%;Q为合格产品分量,吨;G为投入质料分量,吨。成材率与金属耗费系数K成倒数的联系。b=(G-W)/G×100=1/K.式中W为出产过程中形成的金属损耗量,吨。可见影响成材率的主要因素是出产过程中产生的各种金属损耗。因而,提高成材率的途径主要是减少各种金属损耗。由于各个轧钢车间用的质料和轧制的产品不同,如有的轧钢车间以钢锭为质料通过中心开坯,轧制成材;有的车间以钢锭为质料直接轧制成材;有的车间以钢坯为质料轧制成材;还有少量车间则是以钢材为质料加工成各种成品钢材的,所以用一种成品率计算方法。难以表示和比较出产过程中金属收得情况,难以反映车间之间在出产技术水平和管理水平上的差异。因而,在成材率的计算上就有不同的方法,如锭一材成材率、锭一坯成坯率、外来坯一材成材率等,各轧钢车间要根据具体情况计算。

