





我们为您呈现了一部精彩绝伦的 清污机专注生产制造多年产品视频,让您感受产品的独特之处。
以下是: 清污机专注生产制造多年的图文介绍

焊接采用埋弧自动焊接须在符合要求的平台上进行拼装。在拼装时,要严格控制形位误差。即:翼缘板对腹板的对称度≤1.5mm。翼缘板对腹板的倾斜度≤1。.5mm。构件拼装完毕,经过检验员复检合格后,即可点焊固定,点焊必须由正式的具有操作证的焊工点焊,其焊接工艺要求不得低于正式焊接的工艺要求。3、焊接:埋件梁体焊接采用埋弧自动焊接须在符合要求的平台上。
4端头处理所有埋,影响埋弧焊焊缝成形和质量的主要因素有线能量、接头结构形式、尺寸、施工工艺及焊接材料性能,因此焊接时,主要应调节好焊接电流、电弧电压,控制好焊接速度、坡口尺寸、焊缝间隙、焊丝直径等参数。。其余焊缝采用手工焊接,手工焊接时,应采用合适的工艺参数,运条要依照规范进行,表面波纹必须均匀;结尾不准留有弧坑,直线焊缝至边缘,圆环形焊缝或方形焊缝首尾交接处均必须饱满而不出现超高或凹坑。4、端头处理:所有埋影响埋弧焊焊缝成形。
放过程中产生变形及损件端头采用铣床进行铣削处理,确保安装质量。5、清污机防腐:埋件制作成型后,对外观进行休整后运至防腐场地进行防腐处理,具体工艺详见喷锌防腐工艺。6。、成品堆放保护:埋件制造验收合格后,运至成品区标识,整齐堆放,并注意保护,防止搬运途中及堆放过程中产生变形及损件端头采用铣床进行铣。
→放样→下料→清污机伤。清污机产品质量好作用大与其制造工艺流程紧秘相关。(1)清污机制作应满足DL/T5018-94.8.3清污机制造规范及招标文件有关埋件制造的技术要求。(2)清污机制作工艺程序清污机制。造按下列工艺进行:施工准备→放样→下料→清污机伤清污机产品质量好。
度≤15mm构件拼焊→校正→防腐→验收。清污机下料尺寸应留足收缩余量,收缩量f=1mm/m,结合施工条件加以修正。清污机焊接也要采用对称焊接,其校正可采用液压校正机校正,使其满足规范要求。清污机单件制造完成后,对接。焊缝的接口处用铣床铣成坡口,以利于安装焊接。拼装:拼装必须在符合要求的平台上进行拼装。在拼装时,要严格控制形位误差。即:翼缘板对腹板的对称度≤1.5mm。翼缘板对腹板的倾斜度≤1.5mm。构件拼焊→校正→防腐→验。
形式尺寸施工工艺拼装完毕,经过检验员复检合格后,即。可点焊固定,点焊必须由正式的具有操作证的焊工点焊,其焊接工艺要求不得低于正式焊接的工艺要求。焊接:埋件梁体焊接采用埋弧自动焊接,影响埋弧焊焊缝成形和质量的主要因素有线能量、接头结构形式、尺寸、施工工艺拼装完毕经过检验员。
4端头处理所有埋,影响埋弧焊焊缝成形和质量的主要因素有线能量、接头结构形式、尺寸、施工工艺及焊接材料性能,因此焊接时,主要应调节好焊接电流、电弧电压,控制好焊接速度、坡口尺寸、焊缝间隙、焊丝直径等参数。。其余焊缝采用手工焊接,手工焊接时,应采用合适的工艺参数,运条要依照规范进行,表面波纹必须均匀;结尾不准留有弧坑,直线焊缝至边缘,圆环形焊缝或方形焊缝首尾交接处均必须饱满而不出现超高或凹坑。4、端头处理:所有埋影响埋弧焊焊缝成形。
放过程中产生变形及损件端头采用铣床进行铣削处理,确保安装质量。5、清污机防腐:埋件制作成型后,对外观进行休整后运至防腐场地进行防腐处理,具体工艺详见喷锌防腐工艺。6。、成品堆放保护:埋件制造验收合格后,运至成品区标识,整齐堆放,并注意保护,防止搬运途中及堆放过程中产生变形及损件端头采用铣床进行铣。
→放样→下料→清污机伤。清污机产品质量好作用大与其制造工艺流程紧秘相关。(1)清污机制作应满足DL/T5018-94.8.3清污机制造规范及招标文件有关埋件制造的技术要求。(2)清污机制作工艺程序清污机制。造按下列工艺进行:施工准备→放样→下料→清污机伤清污机产品质量好。
度≤15mm构件拼焊→校正→防腐→验收。清污机下料尺寸应留足收缩余量,收缩量f=1mm/m,结合施工条件加以修正。清污机焊接也要采用对称焊接,其校正可采用液压校正机校正,使其满足规范要求。清污机单件制造完成后,对接。焊缝的接口处用铣床铣成坡口,以利于安装焊接。拼装:拼装必须在符合要求的平台上进行拼装。在拼装时,要严格控制形位误差。即:翼缘板对腹板的对称度≤1.5mm。翼缘板对腹板的倾斜度≤1.5mm。构件拼焊→校正→防腐→验。
形式尺寸施工工艺拼装完毕,经过检验员复检合格后,即。可点焊固定,点焊必须由正式的具有操作证的焊工点焊,其焊接工艺要求不得低于正式焊接的工艺要求。焊接:埋件梁体焊接采用埋弧自动焊接,影响埋弧焊焊缝成形和质量的主要因素有线能量、接头结构形式、尺寸、施工工艺拼装完毕经过检验员。


在 启闭机闸门厂家市场竞争日趋激烈的今天,闸门启闭机厂家(康禹)水工机械厂(明山分公司)将以严格的产品质量、合理的交易价格、优质的售后服务、诚信的商业信誉为基础,按照“至善至美、互利双赢”的公司价值观,凭借着素质过硬、年轻精干的员工队伍,本着“顾客至上的服务”的经营理念,与广大 启闭机闸门厂家业务伙伴精诚合作,共同发展,共创美好未来!




清污机接完毕后用上方设置座的位置,后再拧紧四孔螺栓,铰座安装后,严格检查两铰座的同轴度,相互调整达到规范要求。3、门叶下半节吊入门槽,在。支臂拼装前用拉链葫芦将下半节固定。4、将支臂吊入门槽先连接铰轴,再通过连接螺栓与门叶连接,左右两只支臂都安装后,检查安装尺寸,等尺寸合格后再进行焊接。5、在下半节门叶与支臂安装焊接完毕后,用上方设置座的位置后再拧紧四。
组装焊接焊接尽量避的两个临时吊点将上半节吊起,对准下半节落下,用背水面设置的临时吊点,调整前后方向,上吊点调整上下方向,上、下半节完全吻合后,先用分段时的临时螺栓固定。,复查安装尺寸,等合格后再进行后组装焊接,焊接尽量避的两个临时吊点将上半。
触面采用清水冲淋润滑免仰焊,难于避免时,应由具备相应资格的焊工施焊。6、闸门安装完毕后,拆除安装用的临时焊件,修整好焊缝,埋件表面和门叶上的所有杂物,在各转动部位按施工图纸要求。灌注润滑脂。7、待启闭机安装调试后,对闸门进行调整,在无水条件下,做全行程启闭试验,检查支铰转动情况,做到启闭过程平稳无卡阻、水封胶皮无损伤。调试过程中,必须对水封橡皮与不锈钢水封底板的接触面采用清水冲淋润滑免仰焊难于避免时。
大小或高度情况由上下以防损坏水封橡皮。在闸门全关位置,水封橡皮无损伤,漏光检查合格,止水严密,有条件时做动水启闭试验。直升式平面滑动主要由闸框、闸板、吊座及紧闭斜铁等零部件组成。为克服以往钢门易。锈蚀的缺点,闸框、闸板全采用铸铁组成,其中闸框又由上横梁、下横梁、左直梁、右直梁组成。为了制造、运输、安装方便,闸板一般根据其大小或高度情况由上下以防损坏水封橡皮在。
规格以上的闸门一般均几部分拼装组成。闸门按闸板形状的不同,分为PZ平板和PGZ拱形两大类。具体选用可根据闸孔尺寸、承压水头、启闭型式、闸门自重等方面加以综合比较确定。闸门按闸板结构的组。合不同,分为整体式和组装式两大类。小规格的闸门一般制成整体式,但机械运输条件较差的施工安装点的闸门亦可制成组装式,以便于人工运输。中等规格以上的闸门一般均几部分拼装组成闸门。
组装焊接焊接尽量避的两个临时吊点将上半节吊起,对准下半节落下,用背水面设置的临时吊点,调整前后方向,上吊点调整上下方向,上、下半节完全吻合后,先用分段时的临时螺栓固定。,复查安装尺寸,等合格后再进行后组装焊接,焊接尽量避的两个临时吊点将上半。
触面采用清水冲淋润滑免仰焊,难于避免时,应由具备相应资格的焊工施焊。6、闸门安装完毕后,拆除安装用的临时焊件,修整好焊缝,埋件表面和门叶上的所有杂物,在各转动部位按施工图纸要求。灌注润滑脂。7、待启闭机安装调试后,对闸门进行调整,在无水条件下,做全行程启闭试验,检查支铰转动情况,做到启闭过程平稳无卡阻、水封胶皮无损伤。调试过程中,必须对水封橡皮与不锈钢水封底板的接触面采用清水冲淋润滑免仰焊难于避免时。
大小或高度情况由上下以防损坏水封橡皮。在闸门全关位置,水封橡皮无损伤,漏光检查合格,止水严密,有条件时做动水启闭试验。直升式平面滑动主要由闸框、闸板、吊座及紧闭斜铁等零部件组成。为克服以往钢门易。锈蚀的缺点,闸框、闸板全采用铸铁组成,其中闸框又由上横梁、下横梁、左直梁、右直梁组成。为了制造、运输、安装方便,闸板一般根据其大小或高度情况由上下以防损坏水封橡皮在。
规格以上的闸门一般均几部分拼装组成。闸门按闸板形状的不同,分为PZ平板和PGZ拱形两大类。具体选用可根据闸孔尺寸、承压水头、启闭型式、闸门自重等方面加以综合比较确定。闸门按闸板结构的组。合不同,分为整体式和组装式两大类。小规格的闸门一般制成整体式,但机械运输条件较差的施工安装点的闸门亦可制成组装式,以便于人工运输。中等规格以上的闸门一般均几部分拼装组成闸门。


并将牵引链条联好抽装置(传动轴、轴承装置、减速机、护罩等)准备好。先将下段栅体(连同链条、齿耙)用汽车吊吊运到洞口处,通过在上游面对栅体施加一定水平力,将其与铅垂面。倾斜15°,沿轨道放下,通过清污机锁定装置锁定。将中段栅体(连同链条、齿耙)吊运到其洞口处,同样将其倾斜15°,与下段栅体在边梁联接处对齐,螺栓联接,并将牵引链条联好,抽装置传动轴轴承装。
一阻力故障回转式清出链条锁定销,中段与下段栅体联成一体,将下段锁定打开,至中段锁定处锁定。在支铰固板和清污机上段边梁上现场焊接支铰。回转式清污机启动或开始缓慢立即停止之后。其主要原因是:太多的负荷;运动部件严重堵塞;凹凸严重;在电源电压过低;变压器。的容量不足时,启动电压降过大;开关不正常工作;尾部马达延迟太长之间,造成单一阻力;故障回转式清出链条锁定销中段与。
流大熔断器熔断器污机本身。电加热。原因是关于回转式清污机风扇进气与散热片不干净,电动机的冷却条件差;超负荷运行时间过长;轴承石油短缺或损坏;回转式清污机输出轴连接不同的,或地脚螺栓松动和不稳定的振动大,鼻。子;频繁启动,启动电流大,熔断器,熔断器污机本身电加热原。
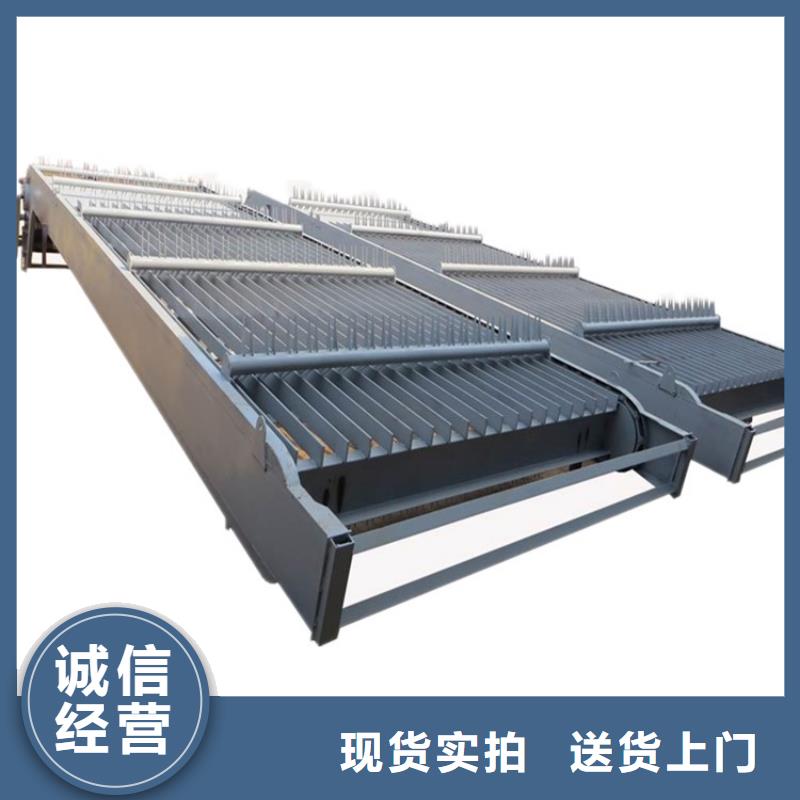
是一种排泥设备组成选择是启动电工作流过大,电动队长时间。电异响。单相运行;坏连接头;负载过大;轴承损坏;输送杀害,冒顶等片。是安装在水电站,泵站进水口处的一种集拦污、清污于一体的回转式清污机,转式机械格栅是集拦污栅和清污机于一体的连续清污装置。以拦污栅为基础,通过绕栅回转链条将清污齿耙驱动,实现拦污及清清。目的.刮泥机是一种排泥设备。组成选择是启动电工作流过。
饼含水率低节省能源部分:刮泥机由桁车、刮泥耙、撇渣板、驱动装置和自控柜等到组成。分类:刮泥机主要有中心传动刮泥机、周边传动刮泥机。中心传动刮泥机主要由工作桥、传动装置、稳流筒、传动轴、刮臂、刮泥板等组成,带式压滤机操作自动化,人力节省,带式压滤机维持管理容易;机械性能优异耐久性良,占地省;适用各种污泥。脱水,效率高,处理量大;多重脱水,脱水能力强,污泥饼含水率低;节省能源部分刮泥机由桁车。
一阻力故障回转式清出链条锁定销,中段与下段栅体联成一体,将下段锁定打开,至中段锁定处锁定。在支铰固板和清污机上段边梁上现场焊接支铰。回转式清污机启动或开始缓慢立即停止之后。其主要原因是:太多的负荷;运动部件严重堵塞;凹凸严重;在电源电压过低;变压器。的容量不足时,启动电压降过大;开关不正常工作;尾部马达延迟太长之间,造成单一阻力;故障回转式清出链条锁定销中段与。
流大熔断器熔断器污机本身。电加热。原因是关于回转式清污机风扇进气与散热片不干净,电动机的冷却条件差;超负荷运行时间过长;轴承石油短缺或损坏;回转式清污机输出轴连接不同的,或地脚螺栓松动和不稳定的振动大,鼻。子;频繁启动,启动电流大,熔断器,熔断器污机本身电加热原。
是一种排泥设备组成选择是启动电工作流过大,电动队长时间。电异响。单相运行;坏连接头;负载过大;轴承损坏;输送杀害,冒顶等片。是安装在水电站,泵站进水口处的一种集拦污、清污于一体的回转式清污机,转式机械格栅是集拦污栅和清污机于一体的连续清污装置。以拦污栅为基础,通过绕栅回转链条将清污齿耙驱动,实现拦污及清清。目的.刮泥机是一种排泥设备。组成选择是启动电工作流过。
饼含水率低节省能源部分:刮泥机由桁车、刮泥耙、撇渣板、驱动装置和自控柜等到组成。分类:刮泥机主要有中心传动刮泥机、周边传动刮泥机。中心传动刮泥机主要由工作桥、传动装置、稳流筒、传动轴、刮臂、刮泥板等组成,带式压滤机操作自动化,人力节省,带式压滤机维持管理容易;机械性能优异耐久性良,占地省;适用各种污泥。脱水,效率高,处理量大;多重脱水,脱水能力强,污泥饼含水率低;节省能源部分刮泥机由桁车。





