

不要错过这部精心制作的桩基声测管择优推荐产品视频!仅仅一分钟的时间,您将能够领略到我们产品的卓越品质和出色设计,发现更多令人心动的细节。
以下是:桩基声测管择优推荐的图文介绍

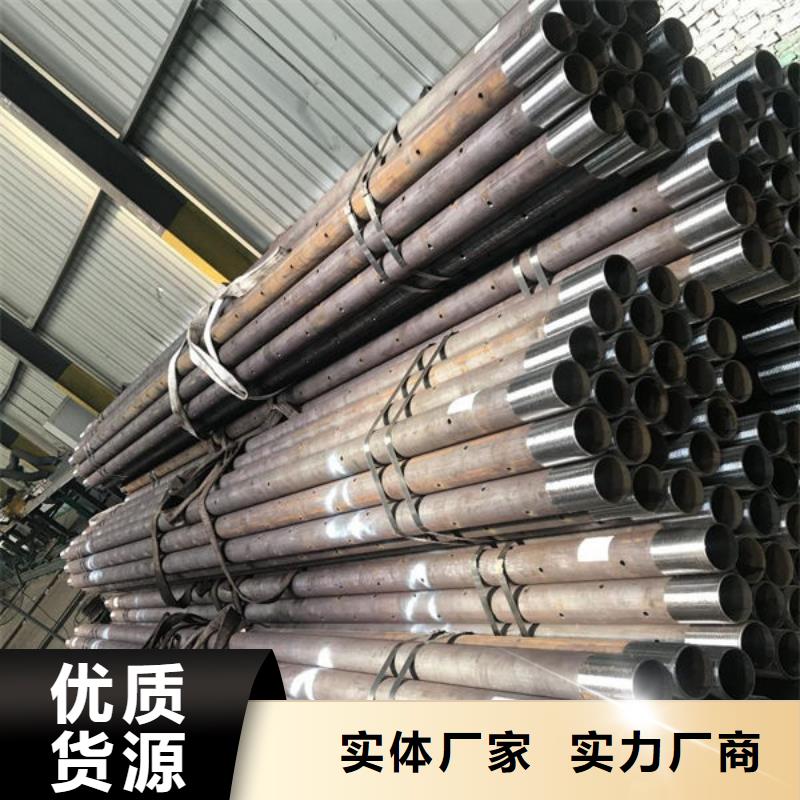
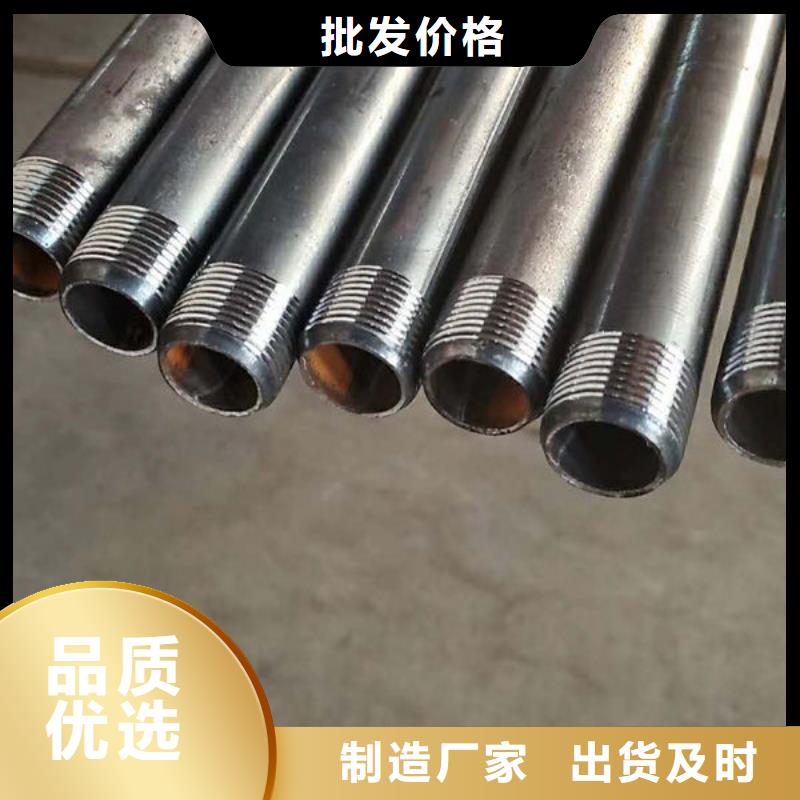
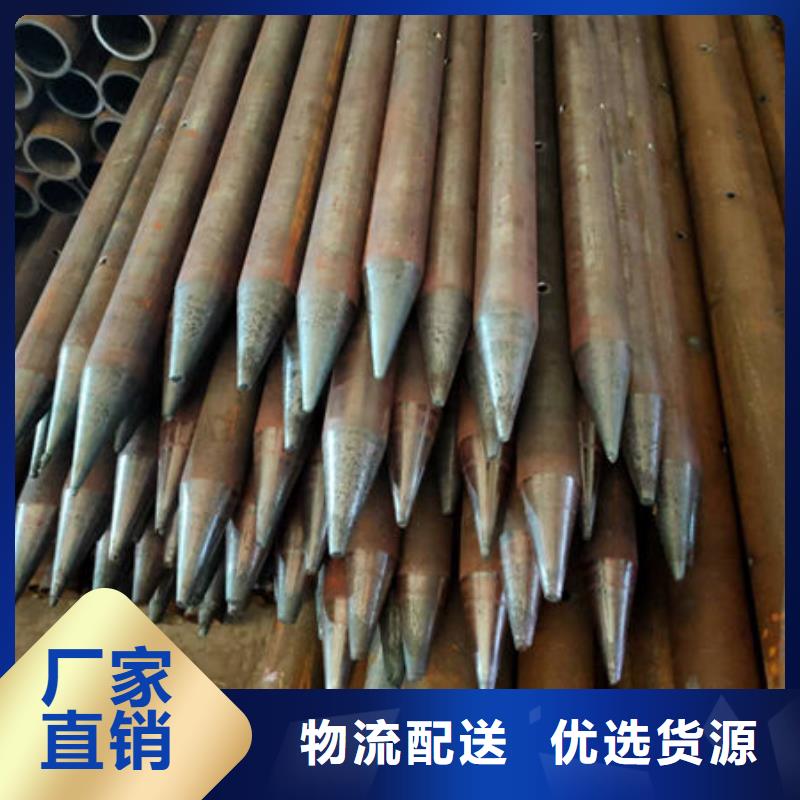
焊管工艺流程 原材料开卷—平整—端部剪切及焊接—活套—成形—焊接—内外焊珠去除—预校正—感应热处理—定径及校直—涡流检测—切断—水压检查—酸洗—终检查(严格把关)—包装—出货。 产品特点 直缝焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~100%,而且生产速度较低。



声阻抗率较低,用做声测管具有较大的透声率,通常可用于较小的灌注桩,在大型灌注桩中使用时应慎重,因为大直径桩需灌注大量混凝土,水泥的水化热不易发散:鉴于塑料的热膨胀系数与混凝土的相差悬殊,混凝土凝固后塑料管因温度下降而产生径向和纵向收缩,有可能使之与混凝土局部脱开而造成空气或水的夹缝,在声通路上又增加了更多反射强烈的界面,容易造成误判。 声测管的直径,通常比径向换能器的直径大l0mm即可,常用规格是内径50-60mm。管子的壁厚对透声率的影响很小,所以,原则上对管壁厚度不作限制,但从节省用钢量的角度而言,管壁只要能承受新浇混凝土的侧压力,则越薄越省。



